 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de

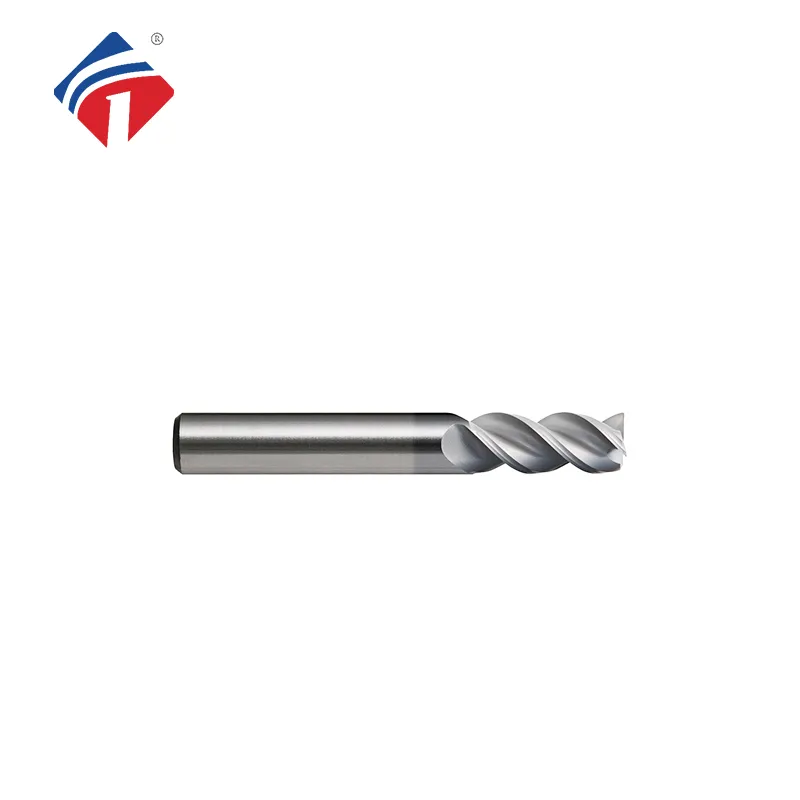

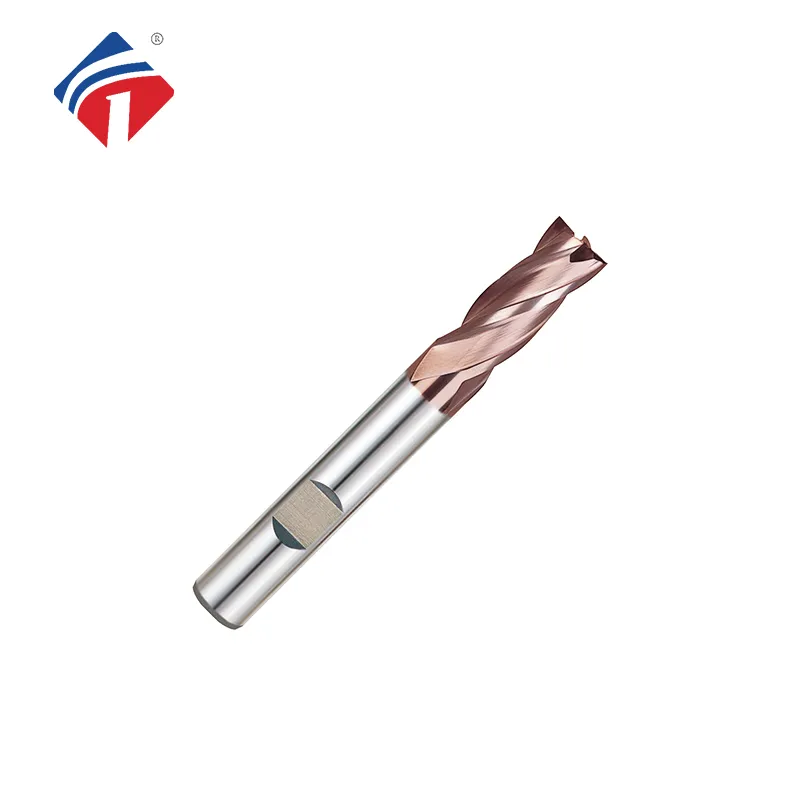



সিএনসি মেশিন সরঞ্জামগুলির জন্য স্কয়ার এন্ড মিলগুলি
- উপাদান: টুংস্টেন কার্বাইড | টুংস্টেন স্টিল
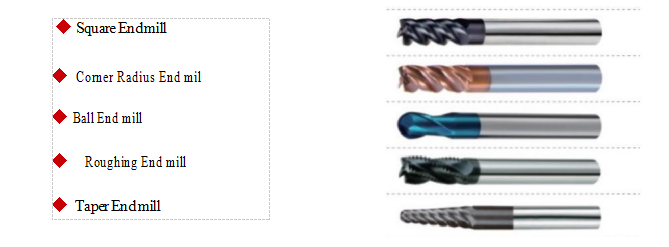
- প্রকার: স্কোয়ার এন্ড মিল / কর্নার রেডিয়াস এন্ড মিল / বল এন্ড মিল / রুক্ষ শেষ মিল / টেপার এন্ড মিল
- মাত্রা: স্ট্যান্ডার্ড আকার (ম্যানুয়াল দেখুন)/ অ-মানক আকার (দয়া করে অঙ্কন ডিজাইন এবং স্পেসিফিকেশন সরবরাহ করুন)
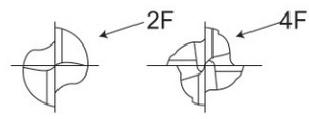
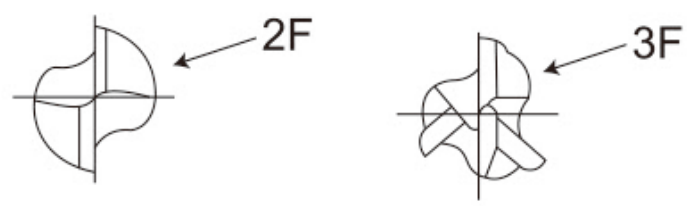
- ব্লেড স্পেসিফিকেশন: একক বাঁশি শেষ মিল, 2-ফ্লুট এন্ড মিল, 3-ফ্লুট এন্ড মিল, 4-ফ্লুট এন্ড মিল
- ওয়ার্কপিস উপকরণ: স্টেইনলেস স্টিল, কাস্ট আয়রন, অ্যালুমিনিয়াম, তামা, গ্রাফাইট, প্লাস্টিকের অংশগুলি, সংমিশ্রণ উপকরণ, টাইটানিয়াম অ্যালো, নিকেল, তাপ-প্রতিরোধী ইস্পাত, নন-অ্যালয় স্টিলের অংশ, নিম্ন-অ্যালয় স্টিলের অংশ, উচ্চ-অ্যালয় স্টিলের অংশগুলি
বর্ণনা
শেষ মিল ওয়ার্কিং শর্ত গণনা পদ্ধতি
|
● কাটার গতি (লিনিয়ার গতি) গণনা ভিসি প্রতি মিনিটে শেষ মিল ব্লেডের পরিধিটির একটি বিন্দু যে দূরত্বটি নিম্নলিখিত সূত্রটি ব্যবহার করে গণনা করা যেতে পারে: |
|

|
ভি = কাটিয়া গতি (এম/মিনিট) π=3.14 D = ব্যাস (মিমি) N = ঘোরানো গতি (মিমি-¹) |
|
● ঘূর্ণন গতি রোটেশনস্পিডের গণনা শেষ মিলটি ধারণ করে এমন যান্ত্রিক স্পিন্ডলের প্রতি মিনিটে বিপ্লবগুলির সংখ্যা নিম্নলিখিত সূত্রটি ব্যবহার করে গণনা করা যেতে পারে: |
|
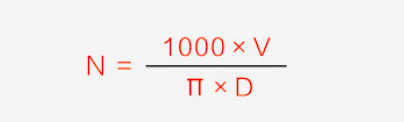 |
N = ঘোরানো গতি (মিমি-¹) ভি = কাটিয়া গতি (এম/মিনিট) π=3.14 D = ব্যাস (মিমি) |
|
● ফিড রেট ফিড রেট গণনা প্রতি মিনিটে ওয়ার্কটেবলের ফিডের গতি নিম্নলিখিত সূত্র দ্বারা গণনা করা যেতে পারে 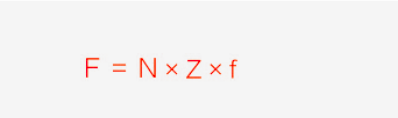 এফ = ফিড রেট (মিমি/মিনিট) N = ঘোরানো গতি (মিমি -1) Z = বাঁশির সংখ্যা এফ = বাঁশির ফিডের হার (মিমি/1 ফ্লুট) |
|
|
Teets দাঁত জন্য খাওয়ান ফিডের গণনা প্রতি মিনিটে শেষ মিল ব্লেডের পরিধিটির একটি বিন্দু যে দূরত্বটি নিম্নলিখিত সূত্রটি ব্যবহার করে গণনা করা যেতে পারে:  এফ = বাঁশির ফিডের হার (মিমি/1 ফ্লুট) এফ = ফিড রেট (মিমি/মিনিট) N = ঘোরানো গতি (মিমি -1) Z = বাঁশির সংখ্যা |
|
|
● কাজের সময় কাজের সময় গণনা ওয়ার্কপিস উপাদান কাটতে প্রয়োজনীয় সময়টি নিম্নলিখিত সূত্রটি ব্যবহার করে গণনা করা যেতে পারে  টিসি = কাজের সময় (মিনিট) L = মোট কাজের দৈর্ঘ্য (কাজের উপাদান দৈর্ঘ্য + শেষ মিল ব্লেড ব্যাস) এফ = ফিড রেট (মিমি/মিনিট) |
|
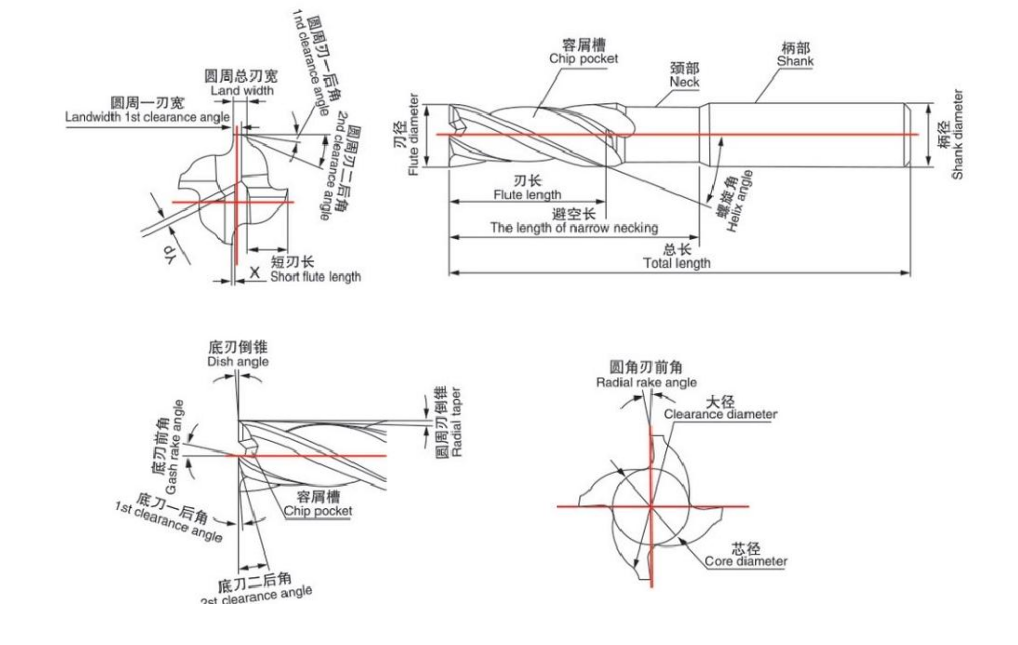
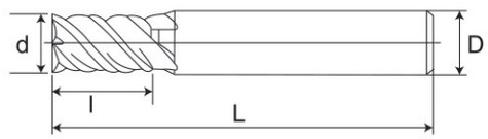
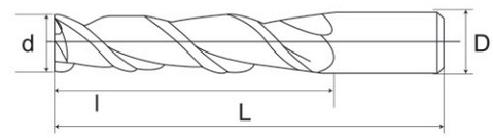
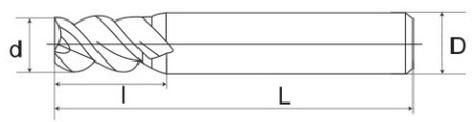
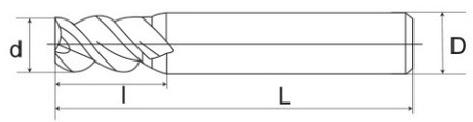
মিলিং কাটার প্রতিটি অংশের নাম
মিলিং কাটার সিরিজ
শেষ মিল প্রকারের শেষ মিল আকৃতি
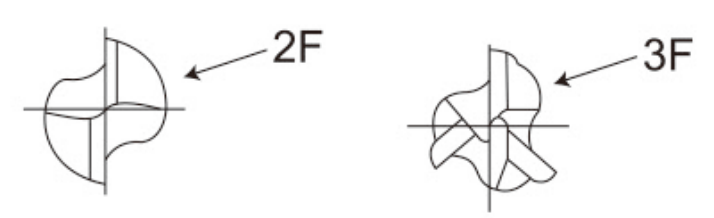
2-ফ্লুট/4-ফ্লুট এন্ড মিলস
ডাব্লুসি = 90/88 সিও = 10/12 এইচভি 30 = 1571 টিআরএস = 3750n/মিমি এইচআরসিগুলি 91.5 শস্য আকার = 0.6μm

|
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
2-ফ্লুট/4-ফ্লুট এক্সটেন্ডেড এন্ড মিল
ডাব্লুসি = 90/88 সিও = 10/12 এইচভি 30 = 1571 টিআরএস = 3750n/মিমি এইচআরসিগুলি 91.5 শস্য আকার = 0.6 মিমি
|
d |
I |
L |
D |
F |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ বিশেষ মনোযোগ :
1। এই টেবিলটি সাইড মিলিংয়ের জন্য মান মান। যখন সরঞ্জামটি খাঁজকাটা হয়, গতি নীচের টেবিলের 60% ~ 80% হওয়া উচিত এবং ফিডের গতিটি মান মান হিসাবে 50% ~ 70% হওয়া উচিত।
2। দয়া করে উচ্চ-নির্ভুলতা মেশিন সরঞ্জাম এবং সরঞ্জামধারীদের ব্যবহার করুন।
3। দয়া করে এয়ার কুলিং বা কাটা তরল ব্যবহার করুন যা সহজেই ধোঁয়া উত্পাদন করে না।
4। ডাউন মিলিংয়ের জন্য সাইড মিলিংয়ের পরামর্শ দেওয়া হয়।
5। যদি মেশিন টুল এবং ওয়ার্কপিসের অনমনীয়তা দুর্বল হয় তবে কম্পন এবং অস্বাভাবিক শব্দ ঘটবে। এই সময়ে, নীচের টেবিলের গতি এবং ফিডের গতি বছরের পর বছর হ্রাস করা উচিত।
6 .. হস্তক্ষেপ ছাড়াই সরঞ্জামটি যতটা সম্ভব সংক্ষিপ্ত রাখুন।
কাটা শর্ত
|
2 বাঁশি |
|||||||||||||||
|
প্রক্রিয়াজাত পদার্থ |
কাস্ট লোহা নমনীয় আয়রন |
কার্বন ইস্পাত \ খাদ ইস্পাত |
কার্বন ইস্পাত \ অ্যালো স্টিল ~ 30 এইচআরসি |
পিএইচএস \ কিউটি স্টিল ~ 40 এইচআরসি |
স্টেইনলেস স্টিল |
পিএইচএস \ কিউটি স্টিল ~ 50hrc |
|||||||||
|
ডায়া (মিমি) |
আরপিএম (মিনিট-) |
ফিড্রেট (মিমি/মিনিট) |
আরপিএম (মিনিট-¹) |
ফিড্রেট (মিমি/মিনিট) |
আরপিএম (মিনিট-) |
ফিড্রেট (মিমি/মিনিট) |
আরপিএম (মিনিট-¹) |
ফিড্রেট (মিমি/মিনিট) |
আরপিএম (মিনিট-¹) |
ফিড্রেট (মিমি/মিনিট) |
আরপিএম (মিনিট-¹) |
ফিড্রেট (মিমি/মিনিট) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 বাঁশি |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
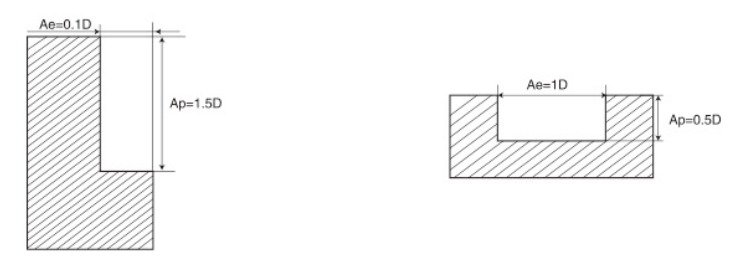
সর্বাধিক কাটিয়া গভীরতা |
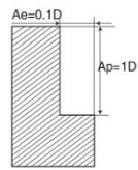 এই = 0.1D এপি = 1 ডি |
AE = 0.05D |
এই = 1 ডি এপি এপি = 1 ডি এই = 1 ডি |
|
|||||||||||
 ~ 750n/মিমি ²
~ 750n/মিমি ²
অ্যালুমিনিয়াম অ্যালোয়ের জন্য 2-ফ্লুট/3-ফ্লুট এন্ড মিল
ডাব্লুসি = 90/88 সিও = 10/12 এইচভি 30 = 1571 টিআরএস = 3750n/মিমি এইচআরসিগুলি 91.5 গ্রেন আকার = 0.6 মিমি

|
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-ফ্লুট/3-ফ্লুট অ্যালুমিনিয়াম অ্যালোয় এক্সটেন্ডেড স্পেশাল এন্ড মিল
ডাব্লুসি = 90/88 সিও = 10/12 এইচভি 30 = 1571 টিআরএস = 3750n/মিমি এইচআরসিগুলি 91.5 শস্য আকার = 0.6μm

|
d |
I |
L |
D |
F |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ বিশেষ মনোযোগ :
1। নিম্নলিখিত টেবিলটি পাশের মিলিংয়ের জন্য মান মানগুলি দেখায়। যখন সরঞ্জামটি খাঁজকাটা হয়, গতি নীচের টেবিলের 60% ~ 80% হওয়া উচিত এবং ফিডের গতিটি মান মান হিসাবে 50% ~ 70% হওয়া উচিত।
2। দয়া করে উচ্চ-নির্ভুলতা মেশিন সরঞ্জাম এবং সরঞ্জামধারীদের ব্যবহার করুন।
3। দয়া করে এয়ার কুলিং বা কাটা তরল ব্যবহার করুন যা সহজেই ধোঁয়া উত্পাদন করে না।
4। ডাউন মিলিংয়ের জন্য পাশের মিলিংয়ের জন্য সুপারিশ করা হয়।
5। যদি মেশিন টুল এবং ওয়ার্কপিসের অনমনীয়তা দুর্বল হয় তবে কম্পন এবং অস্বাভাবিক শব্দ ঘটবে। এই মুহুর্তে, নীচের সারণীতে গতি এবং ফিডের গতি বছরের পর বছর হ্রাস করা উচিত।
6 .. হস্তক্ষেপ ছাড়াই সরঞ্জামটি যতটা সম্ভব সংক্ষিপ্ত রাখুন।
অ্যালুমিনিয়াম কাটিয়া শর্ত
|
2Flute |
||||
|
প্রক্রিয়াজাত পদার্থ |
অ্যালুমিনিয়াম খাদ |
সিলিকন অ্যালুমিনিয়াম অ্যালোয় সিআইএল 10% |
||
|
D (মিমি) |
আরপিএম (মিনিট- ') |
ফিড্রেট (মিমি/মিনিট) |
আরপিএম (মিনিট-¹) |
ফিড্রেট (মিমি/মিনিট) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3Flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
সর্বাধিক কাটিয়া বিভাগ
|
তদন্ত
সম্পর্কিত পণ্য বিভাগ
- OEM কার্বাইড রোল রিং
- কীভাবে রোলিং মিলগুলির জন্য কার্বাইড রোল রিংগুলি নির্বাচন করবেন
- রুক্ষ স্ট্যান্ডগুলির জন্য রোল রিং
- চীন কার্বাইড রোল রিং
- বিশেষ ইস্পাত উত্পাদন জন্য রোলস
- ইস্পাত উত্পাদনের জন্য উচ্চ-পারফরম্যান্স রোলস
- কোল্ড মিলিং রোলার
- চীন কাস্টমাইজড সিমেন্টেড কার্বাইড রড
- চীন টুংস্টেন রোল রিং
- সিএনসি রুক্ষ শেষ মিল কারখানা
- 1 8 x 3 সলিড কার্বাইড রড
- 1/4 শেষ মিল বিট

